Carbon steel fasteners form the backbone of industrial assembly across virtually every manufacturing sector. From the chassis bolts in agricultural machinery to the structural connections in energy storage enclosures, carbon steel remains the most widely specified fastener material on the planet — accounting for roughly 65% of all industrial fastener consumption by volume.
Why carbon steel? The answer lies in an unmatched balance of properties. When a mechanical‑design engineer selects a bolt for a non‑corrosive working environment, high-load application, carbon steel delivers high tensile strength at a fraction of the cost of alloy steel or stainless alternatives. A properly heat-treated medium-carbon Grade 8.8 bolt can achieve a tensile strength of 800 MPa, rivaling many low-alloy steels, while costing 40–60% less per unit.

The material’s versatility further cements its position. By adjusting carbon content — typically between 0.05% and 0.95% — manufacturers can produce fasteners ranging from soft, ductile low-carbon rivets used in sheet metal assembly, to ultra-high-strength quenched-and-tempered bolts rated for critical structural joints.
For equipment OEM supply chain managers, understanding carbon steel is not an academic exercise — it is a cost-control lever. The difference between specifying C1035 and C1045 for a given bolt can alter unit costs by 15% while delivering near-identical performance when heat treatment is optimized. This guide exists to give procurement professionals and design engineers the technical depth they need to make those decisions with confidence.
Carbon steel for fasteners is classified by carbon percentage into three broad families. Each family dictates formability, weldability, hardenability, and the practical strength ceiling achievable through heat treatment.
| Classification | Carbon Content (wt%) | Representative Grades (ASTM / ISO / EN) | Typical Fastener Applications |
|---|---|---|---|
| Low-Carbon Steel | ≤ 0.25% | ASTM A307 Grade A, ISO 898-1 Class 4.6/4.8, EN 10263-1 C4C | Machine screws, carriage bolts, non-structural nuts, washers |
| Medium-Carbon Steel | 0.25% – 0.55% | ASTM A325 Type 1, ISO 898-1 Class 8.8/10.9, SAE J429 Grade 5/8 | Structural bolts, automotive engine fasteners, agricultural equipment |
| High-Carbon Steel | 0.55% – 0.95% | ASTM A574, ISO 898-1 Class 12.9, SAE J429 Grade 8.2 | High-strength socket head cap screws, spring washers, dowel pins |
Low-carbon fasteners are cold-formed with ease and exhibit excellent ductility — typical elongation values of 20–30%. However, their low carbon content severely limits response to heat treatment. Surface hardening via carburizing can improve wear resistance, but the core remains soft. These fasteners rarely exceed 400 MPa in tensile strength and are unsuitable for structural applications.
A procurement manager specifying fasteners for HVAC enclosures or light-gauge electrical cabinets will find low-carbon steel entirely adequate. The cost advantage is significant: low-carbon wire rod trades at roughly 20–25% below medium-carbon equivalent grades.
Medium-carbon steel is where industrial fastening gets serious. Grades such as C1035 (0.32–0.38% C), C1040, and C1045 (0.43–0.50% C) respond dramatically to quenching and tempering. A C1045 bolt, after oil quenching from 850°C and tempering at 450°C, delivers a tempered martensite microstructure with tensile strength of 800–1,000 MPa and yield strength above 640 MPa — squarely in ISO 898-1 Class 8.8 territory.
This class dominates OEM procurement for a reason. It offers the sweet spot where the incremental cost of alloying elements (chromium, molybdenum, nickel) is not yet required, but the mechanical properties meet the demanding specifications of construction equipment, railcar underframes, and wind turbine nacelle assemblies.
High-carbon fasteners push tensile strength beyond 1,200 MPa (Class 12.9). The trade-off is sharply reduced ductility and notch sensitivity. These fasteners are rarely specified for applications involving impact loads or fatigue cycling unless the design includes generous safety factors. Typical use cases include socket head cap screws in injection mold tooling and hardened washers in bolted joint assemblies where surface pressure is extreme.
Understanding the chemical “recipe” behind each grade is essential for engineers evaluating material substitution requests or auditing supplier certifications.
| Grade Designation | C (%) | Mn (%) | P (max %) | S (max %) | Si (%) | Equivalent Standards |
|---|---|---|---|---|---|---|
| C1010 / 1.0301 | 0.08–0.13 | 0.30–0.60 | 0.040 | 0.050 | ≤ 0.10 | ASTM A307 Gr. A, ISO 4.6 |
| C1018 / 1.0419 | 0.15–0.20 | 0.60–0.90 | 0.040 | 0.050 | 0.15–0.30 | ISO 4.8, SAE J429 Gr. 1 |
| C1035 / 1.0501 | 0.32–0.38 | 0.60–0.90 | 0.040 | 0.050 | 0.15–0.30 | ISO 8.8, SAE J429 Gr. 5 |
| C1045 / 1.0503 | 0.43–0.50 | 0.60–0.90 | 0.040 | 0.050 | 0.15–0.30 | ISO 10.9, ASTM A325 |
| 10B21 | 0.18–0.23 | 0.70–1.00 | 0.030 | 0.035 | ≤ 0.10 | ISO 8.8/10.9 (boron-treated) |
| SWRCH45K | 0.42–0.48 | 0.60–0.90 | 0.030 | 0.035 | 0.15–0.35 | JIS G3507 (cold heading quality) |
Note: 10B21 is a boron-treated low-carbon steel that achieves hardenability comparable to medium-carbon grades after quenching, widely used in automotive fasteners.
| Property Class | Nominal Tensile Strength (MPa) | Minimum Yield Strength (MPa) | Elongation After Fracture (min %) | Typical Carbon Steel Grade | Hardness (HRC) |
|---|---|---|---|---|---|
| 4.6 | 400 | 240 | 22 | C1010 | 52–67 HRB |
| 4.8 | 400 | 320 | 14 | C1018 | 67–80 HRB |
| 5.6 | 500 | 300 | 20 | C1022 | 60–75 HRB |
| 5.8 | 500 | 400 | 10 | C1022 (cold-worked) | 80–95 HRB |
| 8.8 | 800 | 640 | 12 | C1035 / 10B21 (Q&T) | 22–32 |
| 10.9 | 1,000 | 900 | 9 | C1045 / 10B21 (Q&T) | 32–39 |
| 12.9 | 1,200 | 1,080 | 8 | C1050 / Alloy Steel (Q&T) | 39–44 |
This table is frequently consulted by design engineers selecting bolt classes for new assemblies. The elongation column is critical: an engineer specifying Class 12.9 fasteners for a dynamically loaded agricultural harvester component must account for the reduced ductility.
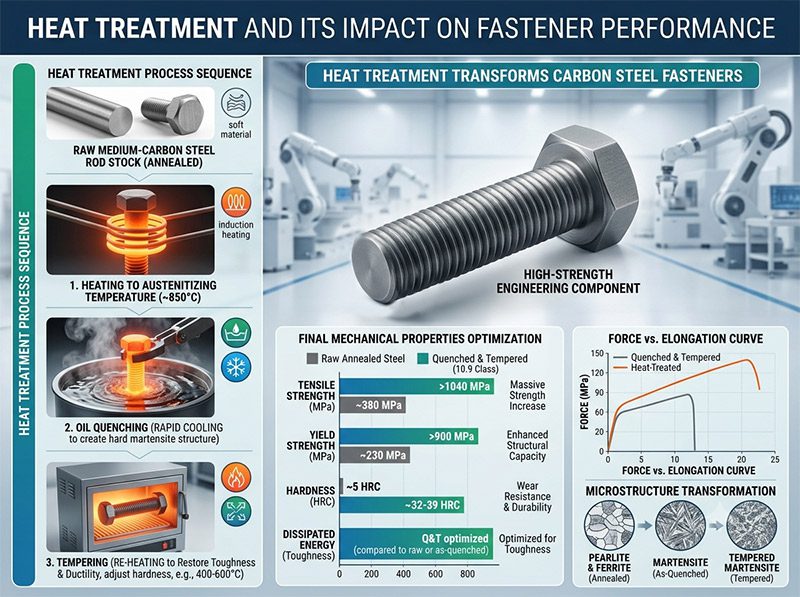
Heat treatment transforms carbon steel from a relatively soft, formable material into a high-strength engineering component. For medium- and high-carbon fasteners, the sequence of quenching and tempering is the single largest determinant of final mechanical properties.
The standard cycle for a C1045 bolt targeting ISO Class 8.8 properties:
| Process Step | Temperature | Duration | Microstructural Outcome |
|---|---|---|---|
| Austenitizing | 830–860°C | 30–60 min | Full transformation to austenite (FCC γ-Fe) |
| Quenching (Oil) | Ambient oil bath | Rapid | Martensite formation (BCT structure) |
| Tempering | 450–550°C | 60–120 min | Tempered martensite: reduced hardness, restored ductility |
The tempering temperature is the primary control knob. Tempering at 350°C yields high hardness (~48 HRC) but low toughness — unsuitable for structural fasteners. Raising the tempering temperature to 520°C sacrifices some hardness (dropping to ~30 HRC) but dramatically improves impact toughness, a requirement for bolts used in earthmoving equipment subjected to shock loads.
| Defect | Root Cause | Prevention Strategy |
|---|---|---|
| Quench cracking | Excessive cooling rate; sharp thread root radii | Use oil instead of water quenching for medium-carbon steel; ensure generous radii per ASME B1.1 |
| Decarburization | Exposure to oxidizing atmosphere during austenitizing | Controlled atmosphere furnace (endothermic gas at 0.40% carbon potential) |
| Insufficient hardness | Inadequate quench severity or low hardenability | Verify Jominy hardenability curve for the heat; switch to boron-treated grade for larger diameters |
| Temper embrittlement | Holding within 250–400°C range (for certain steels) | Avoid this temperature window; add molybdenum for susceptible grades |
Carbon steel’s primary weakness is corrosion susceptibility. Without surface protection, unprotected C1045 bolts exposed to outdoor humidity will show red rust within 48–72 hours. Engineers must specify a finishing process that balances corrosion protection, cost, and any functional requirements such as consistent torque-tension behavior.
| Finish | Corrosion Protection (Salt Spray, ASTM B117) | Typical Thickness | Torque-Tension Impact | RoHS Compliant | Best Suited For |
|---|---|---|---|---|---|
| Zinc Plating (Electrogalvanized) | 72–120 hours to white rust | 5–12 μm | Minimal — coefficient of friction μ ≈ 0.14–0.20 | Yes (trivalent passivation) | Indoor machinery, general industrial |
| Hot-Dip Galvanizing | 500–1,000+ hours | 45–85 μm | Requires lubricant to normalize torque; threads must be overtapped | Yes | Outdoor structures, transmission towers, solar mounting |
| Zinc Flake (Dacromet / Geomet) | 480–1,000+ hours | 5–15 μm | Consistent μ ≈ 0.10–0.14; no hydrogen risk | Yes | Automotive, wind energy, high-strength bolts |
| Zinc-Nickel Alloy Plating | 500–1,500 hours | 8–15 μm | μ ≈ 0.12–0.16; good consistency | Yes | Automotive under-hood, chassis |
| Phosphate + Oil | 24–72 hours (indoor only) | 3–15 μm | Excellent — μ ≈ 0.12–0.14 | Yes | Engine internals, gun components |
| Black Oxide | Minimal (4–8 hours) | < 1 μm | Good; decorative | Yes | Appearance-critical, indoor tools |
A European construction equipment OEM recently audited their fastener supply chain and discovered that standard electrogalvanized bolts on wheel loader access panels were failing at 18 months in Nordic winter conditions (road salt exposure). The switch to Geomet 500 zinc flake coating — at an incremental cost of approximately $0.012 per M12 bolt — eliminated warranty claims related to fastener corrosion over a three-year observation period.
For engineers specifying carbon steel fasteners in outdoor applications, the rule of thumb is clear: zinc plating is for factory floor equipment; zinc flake or hot-dip galvanizing is for anything that sees rain.
Hydrogen embrittlement (HE) is the silent failure mode that terrifies engineers working with high-strength carbon steel fasteners. The mechanism is insidious: atomic hydrogen diffuses into the steel lattice, accumulates at grain boundaries and stress concentrations, and causes sudden brittle fracture — often days or weeks after installation, at loads well below the bolt’s rated capacity.

There are three primary ingress paths:
| Ingress Path | Mechanism | Risk Level for Carbon Steel Fasteners |
|---|---|---|
| Electroplating | Cathodic hydrogen evolution during acid pickling and electroplating processes | High — especially for hardness ≥ 32 HRC (ISO 898-1 Class 10.9 and above) |
| Service Environment | Cathodic protection systems, acidic process fluids | Moderate — more relevant to petrochemical and marine environments |
| Manufacturing | Steelmaking moisture, wire drawing lubricant decomposition | Low — typically diffuses out during subsequent heat treatment |
The industry consensus, codified in ISO 15330 and ASTM F1940, establishes a clear hardness threshold:
Below 32 HRC (~1,050 MPa tensile) : Low susceptibility — hydrogen bake-out is generally not required
32–39 HRC (Class 10.9) : Moderate susceptibility — post-plating bake-out mandatory (typically 190–210°C for 4–8 hours within 1 hour of plating)
Above 39 HRC (Class 12.9) : High susceptibility — bake-out mandatory; some OEM specifications prohibit electroplating altogether in favor of zinc flake coatings
The most robust approach is a multi-barrier strategy:
Process substitution : Where design permits, specify mechanical zinc plating or zinc flake coating (Geomet, Dacromet) instead of electroplating. These processes introduce negligible hydrogen.
Bake-out protocol : When electroplating cannot be avoided, enforce a documented bake-out cycle per ISO 9588: 190–210°C, 4 hours minimum for Class 10.9, 8 hours minimum for Class 12.9. The clock starts within 1 hour of removal from the plating bath.
Material selection : For fasteners in hydrogen-charging service environments, consider specifying ASTM A193 B7 (a chromium-molybdenum alloy steel) rather than carbon steel. The alloying elements improve resistance to hydrogen-induced cracking.
Design practices : Reduce notch sensitivity by specifying generous fillet radii at the head-to-shank transition and rolled threads (not cut threads), which introduce compressive residual stresses at the thread root.
In 2018, a North American wind farm operator reported multiple bolt fractures at tower flange connections within 12 months of commissioning. The fasteners were ISO 898-1 Class 10.9 electrogalvanized M36 bolts. Failure analysis confirmed hydrogen embrittlement as the root cause. The corrective action — switching to zinc flake coating with documented bake-out — resolved the issue at a per-turbine cost increase of approximately $180, representing less than 0.02% of a turbine’s total installed cost.
OEM engineers routinely face the “which material?” question at the design review stage. The table below provides a structured comparison across the dimensions that matter most in procurement-driven decisions.
| Selection Criterion | Carbon Steel (C1045, Class 8.8) | Alloy Steel (SCM435, Class 10.9/12.9) | Stainless Steel (A2-70 / A4-80) |
|---|---|---|---|
| Base Material Cost (Index) | 1.0 | 1.8–2.5 | 4.0–6.0 |
| Achievable Tensile Strength | 800–1,000 MPa | 1,000–1,400 MPa | 500–800 MPa |
| Corrosion Resistance | Requires coating | Moderate (Cr-Mo content) | Excellent |
| Low-Temperature Toughness | Fair — brittle below −20°C | Good — usable to −50°C with correct grade | Excellent |
| High-Temperature Strength | Poor above 250°C | Good to 400–500°C | Good to 600°C+ |
| Hydrogen Embrittlement Risk | Moderate at Class 10.9+ | Lower (alloying improves resistance) | Low |
| Magnetic Properties | Ferromagnetic | Ferromagnetic | Austenitic grades (A2/A4): non-magnetic |
| Recyclability | 100% | 100% | 100% |
| Lead Time for Custom Parts | Shortest | Moderate | Longest |
Total installed cost is the primary constraint and the application environment is controlled (indoor, dry, or coated).
Tensile requirements fall within 400–1,000 MPa — the sweet spot where carbon steel delivers without the alloying premium.
The assembly process involves high-volume automated torquing where consistent friction coefficients matter — zinc flake-coated carbon steel excels here.
The design does not involve sustained elevated temperatures above 200°C.
Cyclic fatigue loading at stress amplitudes exceeding 50% of yield strength — alloy steel’s better hardenability provides more uniform cross-sectional properties in larger diameters.
Service temperature excursions above 250°C — carbon steel’s tempered martensite will continue to soften.
Corrosive environments where coating failure would be catastrophic — food processing, marine, chemical processing plants.
European OEMs operating under the RoHS Directive 2011/65/EU and REACH Regulation (EC 1907/2006) impose strict substance restrictions on every component entering their supply chain — including carbon steel fasteners.
| Substance | Limit (% by weight in homogeneous material) | Carbon Steel Relevance | Compliance Strategy |
|---|---|---|---|
| Lead (Pb) | 0.1% | Relevant to free-machining steel grades (e.g., 12L14) containing lead as machinability additive | Avoid specifying leaded free-machining grades for EU-bound fasteners |
| Mercury (Hg) | 0.1% | Negligible in carbon steel | Not applicable |
| Cadmium (Cd) | 0.01% | Historically used in plating; now rare | Prohibit cadmium plating; specify zinc or zinc flake alternatives |
| Hexavalent Chromium (Cr⁶⁺) | 0.1% | Highly relevant — Cr⁶⁺ passivation was standard in zinc plating for decades | Mandate trivalent chromium (Cr³⁺) passivation per REACH Annex XVII Entry 47 |
| PBB / PBDE (flame retardants) | 0.1% | Not relevant to steel | Not applicable |
| DEHP / BBP / DBP / DIBP (phthalates) | 0.1% | May be present in thread-locking patch materials (nylon) | Specify RoHS-compliant pre-applied thread lockers (e.g., Loctite Dri-Loc series) |
Hexavalent chromium passivation — the “yellow zinc” finish familiar to every hardware buyer — has been effectively banned for most industrial applications in the EU since September 2017 under REACH Annex XVII (Entry 47 sunset date). Trivalent chromium passivation (Cr³⁺) has become the default replacement, offering comparable corrosion resistance with a silver-white or blue-tinted appearance.
For engineers writing procurement specifications, the correct call-out is critical. Instead of the legacy “Zinc Plated per ASTM B633, Type III” (which historically implied yellow hexavalent chromate), specify:
“Zinc electroplated per ASTM B633, Type V (trivalent chromium passivate), Fe/Zn 5AN per ISO 4042.”
Carbon steel itself — iron with less than 2% carbon — is not an SVHC candidate. However, supply chain transparency matters. European OEMs increasingly require full material declarations (FMD) under the IMDS (International Material Data System) framework. A responsible fastener supplier provides:
Mill test certificates (EN 10204 Type 3.1) for each heat of steel
Surface treatment chemistry declarations identifying all process chemicals
REACH SVHC compliance statement updated to the latest candidate list (currently 241 substances as of January 2026)
Many equipment OEMs source carbon steel fasteners from Chinese manufacturers. Understanding the equivalence — and the gaps — between GB (Chinese national standards) and international systems is essential for quality assurance.
| GB/T Grade | Carbon Content Range | Closest ASTM | Closest ISO 898-1 | Closest EN | Closest DIN | Notes |
|---|---|---|---|---|---|---|
| Q235 (GB/T 700) | 0.14–0.22% | ASTM A307 Gr. A | Class 4.6 | EN 10263-1 C4C | DIN 1.0301 | General structural; not for heat-treated fasteners |
| ML08Al (GB/T 6478) | ≤ 0.10% | — | Class 4.8 (cold-heading) | EN 10263-2 C2C | — | Aluminum-killed low-carbon cold-heading steel |
| ML35 (GB/T 6478) | 0.32–0.39% | SAE J429 Gr. 5 | Class 8.8 | EN 10263-3 C35 | DIN 1.1181 | Medium-carbon cold-heading quality |
| ML40Cr (GB/T 6478) | 0.38–0.45% (+Cr) | SAE J429 Gr. 8 | Class 10.9 | EN 10263-4 34Cr4 | DIN 1.7033 | Alloy cold-heading steel; technically alloy steel, not plain carbon |
| SWRCH35K (JIS-derived) | 0.32–0.38% | SAE J429 Gr. 5 | Class 8.8 | — | — | Cold-heading wire rod; widely used in Asia-Pacific fastener production |
| SWRCH45K (JIS-derived) | 0.42–0.48% | ASTM A325 Type 1 | Class 10.9 | — | — | Medium-carbon; suitable for quench-and-temper |
| C1035 (GB/T 699) | 0.32–0.38% | ASTM A29 1035 | Class 8.8 | EN 10083-2 C35 | DIN 1.0501 | Direct equivalent across GB/ISO/EN systems |
| C1045 (GB/T 699) | 0.43–0.50% | ASTM A29 1045 | Class 10.9 | EN 10083-2 C45 | DIN 1.0503 | Direct equivalent across GB/ISO/EN systems |
Three areas require particular scrutiny when qualifying Chinese-supplied carbon steel fasteners against international specifications:
Phosphorus and Sulfur limits : GB/T standards historically permitted slightly higher P and S ceilings (0.035–0.040%) than some ASTM specifications (0.030% max for certain grades). For critical applications, specify “GB/T 699 high-quality structural carbon steel” which tightens the limits.
Decarburization : Thread decarburization is the most common non-conformance found in third-party inspection of imported fasteners. Specify “no complete decarburization, partial decarburization depth ≤ 1.5% of thread pitch” and require micro-hardness traverse testing per ISO 898-1 Annex B.
Traceability : EN 10204 Type 3.1 certification is not universally standard practice in all Chinese mills. It must be explicitly requested in the purchase order for EU-bound shipments.
Context : A Midwestern US manufacturer of combine harvesters had been specifying SAE J429 Grade 8 (alloy steel, quenched and tempered) bolts for non-critical chassis panel attachments — over 180 fasteners per machine, 22,000 machines annually.
Challenge : The engineering team conducted a joint-by-joint load analysis and identified 140 of the 180 locations where the actual clamp load requirement was below 60% of an SAE J429 Grade 5 (medium-carbon steel, C1035 equivalent) bolt’s proof load.
Solution : The 140 locations were downgraded from Grade 8 (alloy steel) to Grade 5 (C1035 carbon steel) with Geomet 500 zinc flake coating. The remaining 40 locations at high-stress engine mount and axle connections retained Grade 8.
Result : Annual fastener cost reduction of $187,000 — a 38% decrease — with zero field failures attributable to the grade migration over a two-year monitoring period.
Key Takeaway : Carbon steel fasteners are not a compromise; they are the correct material when the application’s load requirements are well-matched to the grade.
Context : A German manufacturer of utility-scale battery energy storage system (BESS) enclosures experienced in-field bolt fractures on outdoor cabinet door hinges after 8 months in a North Sea coastal installation.
Challenge : The M8 socket head cap screws were ISO 898-1 Class 12.9, electrogalvanized (zinc-plated). Failure analysis at an independent German laboratory (MPA Stuttgart) confirmed hydrogen-induced stress corrosion cracking. The coastal chloride environment accelerated crack propagation after hydrogen had been introduced during electroplating.
Solution : The specification was revised to:
Downgrade from Class 12.9 to Class 10.9 (reducing hardness from 42 HRC to 36 HRC — below the HE danger zone)
Switch from electrogalvanized to Geomet 321 zinc flake coating
Mandate a documented bake-out protocol per ISO 9588 (200°C, 4 hours)
Result : Zero fractures reported across 1,200 cabinets over a subsequent 24-month monitoring period. The material cost change was neutral — the coating cost increase was offset by the lower base material cost of Class 10.9 vs. 12.9.
Key Takeaway : Hydrogen embrittlement prevention is a systems problem requiring coordinated decisions across grade selection, coating specification, and process control.
Context : A Northern Italian Tier-1 supplier of railway interior components (seat frames, luggage racks, partition panels) operates fully automated assembly cells with multi-spindle torque tools.
Challenge : The automated cells experienced a 4.2% rejection rate due to torque-angle monitoring alarms — some joints fell outside the ±15% target torque window. Root cause analysis identified inconsistent friction coefficients (μ = 0.09 to 0.19) on electrogalvanized M10 carbon steel bolts from the incumbent supplier.
Solution : The supplier was required to switch to a zinc flake coating (Geomet 500) with an integrated topcoat lubricant that delivers a controlled coefficient of friction of μ = 0.12 ± 0.02. The specification now reads: “Zinc flake coating per ISO 10683 with integral lubricant; coefficient of friction μ = 0.10–0.14 per ISO 16047.”
Result : Torque rejection rate dropped to 0.3%. Annual rework cost savings of approximately €94,000. The assembly line throughput increased 2.1% due to reduced station stoppages.
Key Takeaway : Fastener surface finish is a hidden variable in automated production economics. A few cents per bolt in finishing cost can return orders of magnitude more through reduced assembly rework.
Q: What is the difference between C1035 and C1045 for fastener production?
A: The primary difference is carbon content — C1035 contains 0.32–0.38% carbon, while C1045 contains 0.43–0.50%. This translates to a higher achievable hardness and tensile strength for C1045 after quenching and tempering (typically 800–1,000 MPa vs. 700–900 MPa for C1035 under comparable heat treatment). However, C1045 is more prone to quench cracking in complex geometries. For ISO Class 8.8 bolts, C1035 is almost always sufficient. C1045 is normally reserved for Class 10.9 fasteners.
Q: Can carbon steel fasteners be used outdoors?
A: Yes — with the correct surface protection. Uncoated carbon steel will rust within days of outdoor exposure. Hot-dip galvanizing (per ASTM A153 or ISO 10684) or zinc flake coating (per ISO 10683) can provide 15–30 years of outdoor service life in non-marine environments. The key is matching the coating system to the expected corrosivity category (ISO 9223 C1 through C5).
Q: Are carbon steel bolts magnetic?
A: Yes. All carbon steels are ferromagnetic. This can be an advantage or disadvantage depending on the application. MRI equipment and certain sensor assemblies require non-magnetic fasteners (austenitic stainless steel A2/A4). Conversely, magnetic carbon steel fasteners are useful in automated assembly where magnetic bit-holding is needed.
Q: What is the maximum recommended service temperature for carbon steel fasteners?
A: Tempered carbon steel fasteners begin to lose strength at sustained temperatures above approximately 200°C, as the tempering process effectively continues in service. For applications above 250°C, alloy steels containing chromium and molybdenum (such as ASTM A193 Grade B7 or B16) are strongly recommended.
Q: How do I verify that a Chinese supplier’s carbon steel meets my specification?
A: Require three documents as a minimum package: (1) EN 10204 Type 3.1 mill test certificate for each heat, (2) an ISO 17025-accredited third-party test report covering chemical composition, tensile properties, and hardness on a sample from the shipment lot, and (3) a surface treatment certificate of conformance listing the process chemistry and salt spray test results. For critical applications, specify thread decarburization micro-hardness testing per ISO 898-1 Annex B.
Q: Does RoHS apply to carbon steel fasteners?
A: Carbon steel itself is RoHS-compliant. The compliance risk lies in the surface treatment — specifically, hexavalent chromium (Cr⁶⁺) passivation, which is restricted under both RoHS and REACH. Always specify trivalent chromium (Cr³⁺) passivation for zinc-plated fasteners destined for the EU market. Additionally, avoid free-machining carbon steel grades containing lead (e.g., 12L14) for EU shipments.
Q: What is boron-treated carbon steel (10B21), and when should I use it?
A: 10B21 is a low-carbon steel (0.18–0.23% C) microalloyed with a small addition of boron (5–30 ppm). Boron dramatically increases hardenability, allowing 10B21 to achieve mechanical properties comparable to medium-carbon C1045 after quenching and tempering — while retaining the superior cold formability of low-carbon steel. It is particularly well-suited for complex cold-headed geometries (flange bolts, special-head fasteners) that would crack if formed from C1045 wire. 10B21 is widely used in automotive fasteners and is a cost-competitive alternative for Class 10.9 bolts.
Carbon steel fasteners are not an afterthought in the OEM parts bin. They are an engineered component whose performance depends on an interlocking chain of decisions: carbon content → heat treatment parameters → surface finishing chemistry → quality verification. Get any link wrong, and the consequences range from nuisance corrosion to catastrophic brittle fracture.
Guxiang Metalwork specializes in custom carbon steel fasteners for equipment OEMs — from prototype development through annual frame contracts. If you have a drawing or specification you would like quoted, submit it through our inquiry form for a response within 24 hours.
Social Chat is free, download and try it now here!


